
Técnica de fondo:
El proceso de formación del cubo de rueda de aleación de aluminio para automóviles incluye principalmente: fundición por gravedad, fundición a baja presión y proceso de forjado. El proceso de fundición se divide en dos tipos: fundición por gravedad y fundición a baja presión. En la actualidad, la fundición a baja presión y la fundición por gravedad metálica se utilizan ampliamente en el país y en el extranjero.
Sin embargo, las ruedas que utilizan el proceso de fundición son más pesadas, de baja resistencia y pobres en propiedades mecánicas. Las llantas de aleación de aluminio producidas por tecnología de forja tienen el costo más alto, la tecnología es complicada y el proceso de forjado es extremadamente costoso. Solo se puede utilizar en el mercado de alta gama. Imposible de popularizar.
Elementos de realización técnica:
El propósito de la presente invención es proporcionar un proceso de hilado para llantas de aleación de aluminio de alta resistencia y ligereza. Sobre la base de la fundición, la llanta se gira y se estampa para cambiar la estructura interna del metal en la llanta, y las moléculas se disponen en una forma fibrosa con mayor densidad. , En comparación con la fundición ordinaria, tiene un mayor rendimiento mecánico, que es mayor resistencia y mayor tenacidad.
El propósito de la presente invención se logra de la siguiente manera: un proceso de hilado de ruedas de aleación de aluminio ligero de alta resistencia,
Incluyendo los siguientes pasos:
��?El tocho giratorio con radios fabricado por fundición por gravedad se somete primero a una inspección por rayos X, y el tocho giratorio calificado se envía a la sala de calefacción para su calentamiento;
②La pieza en bruto de hilatura calentada se coloca en la pinza giratoria y la película de hilatura interior accionada por el eje de la máquina de hilar a través de un brazo mecánico;
③La máquina de hilar impulsa el tocho giratorio para que gire a alta velocidad, y se coloca un dispositivo rociador de fuego cerca de la superficie exterior del tocho giratorio para calentar y mantener la superficie exterior del tocho giratorio;
④Establezca los parámetros de proceso radial y axial del rodillo giratorio accionado hidráulicamente, el rodillo giratorio aplica presión a la posición inicial de giro en la superficie exterior de la llanta en blanco giratoria; el rodillo giratorio se distribuye al menos en dos circunferencialmente en la circunferencia exterior de la pieza en bruto giratoria. Primero, el primer rodillo giratorio gira según los parámetros del proceso, y la parte de la llanta se comprime y estira según la trayectoria establecida; después de que el primer rodillo giratorio recorre la distancia establecida a lo largo del recorrido, el segundo rodillo giratorio presiona el borde nuevamente. La parte giratoria se mueve sincrónicamente detrás del primer rodillo giratorio y comprime y estira la llanta nuevamente; si hay más de tres rodillos giratorios, siguen al último rodillo giratorio sucesivamente y se mueven gradualmente a través de los rodillos giratorios. Reducir el grosor del borde de la pieza en blanco giratoria;
⑤Después de que el primer rodillo de hilado completa una pasada, deja la superficie del borde de la pieza en bruto giratoria y regresa a la posición inicial para el hilado secundario o preparación para procesar la siguiente pieza en blanco de hilatura; el segundo rodillo de hilado y posterior hilado El rodillo de presión repite la acción del primer rodillo de hilado hasta que se forma el borde;
⑥Utilice un brazo mecánico para quitar el cubo de rueda formado de la máquina de hilar y realice el tratamiento de enfriamiento y la inspección del grosor de la llanta;
��?Terminar de mecanizar y / o pintar sobre ruedas calificadas.
Preferiblemente, el rodillo giratorio forma un ángulo agudo con la superficie de la llanta.
Preferiblemente, el ángulo agudo de inclinación es de 20 ° -30 °.
Preferiblemente, el grosor de la llanta comprimida por el rodillo giratorio cada vez es ��?0 mm.
Preferiblemente, la temperatura de calentamiento del tocho giratorio en la sala de calentamiento es 300 ° C-350 ° C.
Preferiblemente, la materia prima del tocho de hilatura es una aleación de aluminio ZL101A o una aleación de aluminio A356.2.
Preferiblemente, hay más de dos juegos de dispositivos rociadores contra incendios dispuestos en uno o ambos lados del cubo de acuerdo con la dirección axial del cubo.
En comparación con la técnica anterior, la presente invención tiene los siguientes efectos técnicos destacados y beneficiosos:
1. El grosor de llanta más delgado, el peso más ligero y el consumo de combustible más bajo;
2. La resistencia a la tracción y el alargamiento de la llanta aumentan en más del 10%;
3. El nivel de detección de defectos de rayos X de contracción y porosidad de la llanta alcanza el nivel 1 estándar;
4. La tasa de deflación está dentro del 0.3%, que es mucho más alta que el estándar de la industria;
5. Instale un dispositivo rociador contra incendios cerca de la superficie exterior de la pieza en bruto giratoria para mantener la pieza de trabajo en un estado de hilado en caliente a alta temperatura, con baja resistencia al hilado y una forma más fácil de la llanta; e instale dos o más juegos de dispositivos rociadores contra incendios en la dirección axial para hacer frente al calentamiento de la extensión de la llanta Aislamiento
6. Hay varios rodillos giratorios, lo que reduce el número de movimientos alternativos del rodillo giratorio, mejora la eficiencia de la producción y reduce el tiempo de conservación del calor del fuego del dispositivo rociador contra incendios;
7. El rodillo giratorio forma un ángulo agudo con la superficie de la llanta. La presión del rodillo giratorio se divide en la fuerza del componente horizontal y la fuerza del componente vertical de la superficie de la llanta. La fuerza del componente horizontal empuja a la llanta a extenderse, y la fuerza del componente vertical hace que la llanta sea más compacta y tenga una alta resistencia estructural.
Descripción detallada
La presente invención se describirá con más detalle a continuación con realizaciones específicas junto con los dibujos.
Un proceso de hilado para llantas de aleación de aluminio livianas y de alta resistencia incluye los siguientes pasos:
��?El tocho giratorio con radios fabricado por fundición por gravedad se somete primero a una inspección por rayos X, y el tocho giratorio calificado se envía a la sala de calefacción
Para calentar;
②La pieza en bruto de hilatura calentada se coloca en la pinza giratoria y la película de hilatura interior accionada por el eje de la máquina de hilar a través de un brazo mecánico;
③La máquina de hilar impulsa el tocho giratorio para que gire a alta velocidad, y se instala un dispositivo rociador de fuego 5 (como un soplete de gas) cerca de la superficie exterior del tocho giratorio para calentar y mantener la superficie exterior del tocho giratorio;
④Establezca los parámetros de proceso radial y axial del rodillo giratorio 4. El rodillo giratorio 4 aplica presión a la posición inicial de giro en la superficie exterior de la llanta en bruto giratoria; como se muestra en la Figura 3, el rodillo giratorio 4 está girando. Hay dos al menos distribuidos circunferencialmente en la periferia exterior del compacto verde. En primer lugar, se hace girar el primer rodillo 4 de hilado de acuerdo con los parámetros del proceso, y la parte del borde se comprime y se estira de acuerdo con la trayectoria establecida; después de que el primer rodillo giratorio 4 recorre la trayectoria una distancia establecida, el segundo rodillo giratorio 4 presiona la posición inicial de giro de la llanta, y luego se mueve sincrónicamente detrás del primer rodillo giratorio 4 para comprimir y estirar la llanta nuevamente; si hay más de tres rodillos giratorios 4, siga el anterior por turno. El rodillo giratorio 4 se mueve hacia atrás y el grosor del borde de la pieza en bruto giratoria se reduce gradualmente a través del giro del rodillo giratorio 4;
��?Después de que el primer rodillo giratorio 4 completa una carrera, deja la superficie del borde de la pieza en bruto giratoria y vuelve a la posición inicial para el centrifugado secundario o la preparación para procesar la siguiente pieza en bruto giratoria; el segundo rodillo giratorio 4 y después El rodillo giratorio 4 repite la acción del primer rodillo giratorio 4 hasta que se forma el borde;
⑥Utilice un brazo mecánico para quitar el cubo de rueda formado de la máquina de hilar y realice el tratamiento de enfriamiento y la inspección del grosor de la llanta;
��?Terminar de mecanizar y / o pintar sobre ruedas calificadas.
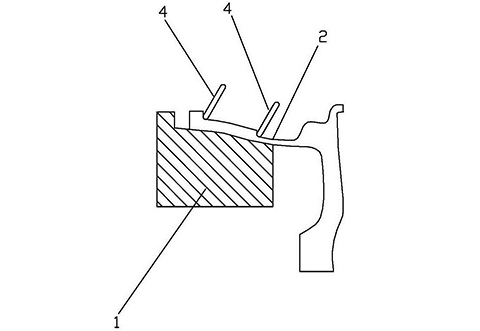
Como se muestra en la Fig. 2, el rodillo giratorio 4 forma un ángulo agudo de inclinación con la superficie de la llanta, y el ángulo agudo de inclinación es de 20 ° -30 °.
Entre ellos, el grosor de la llanta comprimido por el rodillo giratorio 4 cada vez es ��?0 mm.
Entre ellos, la temperatura de tratamiento térmico de la pieza en bruto de hilado antes del hilado es de 300 ° C-350 ° C.
Entre ellos, la materia prima del tocho giratorio es la aleación de aluminio ZL101A o la aleación de aluminio A356.2.
Las realizaciones anteriores son únicamente realizaciones preferidas de la presente invención y no limitan el alcance de protección de la presente invención en consecuencia. Por lo tanto: todos los cambios equivalentes realizados de acuerdo con la estructura, forma y principio de la presente invención deberían estar cubiertos por la protección de la presente invención. Al alcance.
Características técnicas:
1. Un proceso de hilado para llantas de aleación de aluminio livianas y de alta resistencia, que incluye los siguientes pasos:
��?El tocho giratorio con radios fabricado por fundición por gravedad se somete primero a una inspección por rayos X, y el tocho giratorio calificado se envía a la sala de calefacción para su calentamiento;
②La pieza en bruto de hilatura calentada se coloca en la pinza giratoria y la película de hilatura interior accionada por el eje de la máquina de hilar a través de un brazo mecánico;
③La máquina de hilar impulsa el tocho giratorio para que gire a alta velocidad, y se coloca un dispositivo rociador de fuego cerca de la superficie exterior del tocho giratorio para calentar y mantener la superficie exterior del tocho giratorio;
④Establezca los parámetros de proceso radial y axial del rodillo giratorio accionado hidráulicamente, el rodillo giratorio aplica presión a la posición inicial de giro en la superficie exterior de la llanta en blanco giratoria; el rodillo giratorio se distribuye al menos en dos circunferencialmente en la circunferencia exterior de la pieza en bruto giratoria. Primero, el primer rodillo giratorio gira según los parámetros del proceso, y la parte de la llanta se comprime y estira según la trayectoria establecida; después de que el primer rodillo giratorio recorre la distancia establecida a lo largo del recorrido, el segundo rodillo giratorio presiona el borde nuevamente. La parte giratoria se mueve sincrónicamente detrás del primer rodillo giratorio y comprime y estira la llanta nuevamente; si hay más de tres rodillos giratorios, siguen al último rodillo giratorio sucesivamente y se mueven gradualmente a través de los rodillos giratorios. Reducir el grosor del borde de la pieza en blanco giratoria;
⑤Después de que el primer rodillo de hilado completa una pasada, deja la superficie del borde de la pieza en bruto giratoria y regresa a la posición inicial para el hilado secundario o preparación para procesar la siguiente pieza en blanco de hilatura; el segundo rodillo de hilado y posterior hilado El rodillo de presión repite la acción del primer rodillo de hilado hasta que se forma el borde;
⑥Utilice un brazo mecánico para quitar el cubo de rueda formado de la máquina de hilar y realice el tratamiento de enfriamiento y la inspección del grosor de la llanta;
��?Terminar de mecanizar y / o pintar sobre ruedas calificadas.
2. El proceso de hilado de un li de alta resistencia
2. Buje de rueda de aleación de aluminio de veinte según la reivindicación 1, en el que el rodillo giratorio forma un ángulo agudo con la superficie de la llanta.
3. El proceso de giro de un cubo de rueda de aleación de aluminio ligero de alta resistencia según la reivindicación 2, en el que el ángulo agudo de inclinación es de 20 ° -30 °.
4. El proceso de hilatura de un buje de rueda de aleación de aluminio de alta resistencia y peso ligero de acuerdo con la reivindicación 1, caracterizado porque el espesor de la llanta comprimida por el rodillo de hilatura cada vez es ��?0 mm.
5. El proceso de hilatura para llantas de aleación de aluminio ligeras y de alta resistencia según la reivindicación 1, en el que la temperatura de calentamiento del tocho de hilatura en la sala de calefacción es de 300 ° C-350 ° C.
6. El proceso de hilatura para llantas de aleación de aluminio ligeras y de alta resistencia según la reivindicación 1, en el que la materia prima del tocho de hilatura es aleación de aluminio ZL101A o aleación de aluminio A356.2.
7. El proceso de hilatura del cubo de rueda de aleación de aluminio de alta resistencia y peso ligero de acuerdo con la reivindicación 1, caracterizado porque: el dispositivo de proyección contra incendios está dispuesto en más de dos juegos en uno o ambos lados del cubo de acuerdo con la dirección axial del cubo.
Resumen técnico
La invención proporciona un proceso de hilado para un cubo de rueda de aleación de aluminio ligero y de alta resistencia. La llanta se gira y se estampa sobre la base de fundición, que cambia la estructura interna del metal en la llanta, y las moléculas se disponen en una forma fibrosa con mayor densidad. En comparación con la fundición ordinaria, tiene un rendimiento mecánico más alto, que se manifiesta por una mayor resistencia y mayor tenacidad; el grosor de llanta más delgado, el peso más ligero y el menor consumo de combustible; la resistencia a la tracción y el alargamiento de la llanta aumentaron en más del 10%; contracción de la llanta contracción de la cavidad El nivel de detección de defectos por rayos X alcanza el nivel 1 estándar; la tasa de uniformidad está dentro del 0.3%, que es mucho más alta que el estándar de la industria.
Nos dedicamos a la producción e importación y exportación independientes de llantas de aleación de aluminio en China, con más de 8000 modelos de llantas de aleación de aluminio, alrededor de 50,000 inventarios y entrega rápida. Brindamos ruedas personalizadas y servicios de producción de generación, puede proporcionarnos un mapa de estilo de rueda, nuestros diseñadores le diseñarán una rueda hermosa y de alta calidad, ¡bienvenido a contactarnos!
Si no encuentra el estilo de rueda que necesita, puede enviar un correo electrónico a jihoowheels@jihoosh.com y le enviaremos el estilo de rueda que necesita de acuerdo con su descripción. Le proporcionaremos una llantas aleacion de calidad y un servicio excelente.

